
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
■ 刀 装 拵 工 房 ■
| ──── 竹 光 製 作 3 ──── |
平武和応流の刀装拵之術・長物製作
 |
| ▲「長物」と言われる刃渡部60cm以上の竹光でも、脇差しと同じ要領で、朴の木の板割り・形取り・削り・鞘合わせ・ハバキ合わせ・中茎合わせの順の手順で行われ、実際の刀身と同じように最終的にはピタリと合わせてしまう。 竹光と雖(いえど)も、刀身と同様に“刀身視”して慎重に扱う。 |
 |
| ▲また長物には、短刀や脇差しと同じように、種々の縁頭や目貫などの組合せで、柄巻きをした竹光製作も、小道具作家(刀装を構成するのは、まず鐔師・縁頭師・目貫師・鞘師・塗師・柄巻師・組紐などの下緒師である)の芸術性とその気持ちを尊重しつつ、作品に準ずることを念頭に置いて製作される。 それゆえ竹光製作においては、刀装拵師の腕の見せ所と言える。 |
 |
| ▲竹光製作は最終的に、竹光部分を刀身に見立て、それが真剣と同じように納まり、然も床飾りとしての美しさを要求される。 更に鐔・縁頭・目貫などの、上作の名鑑に記載される作家者の良い小道具類は美術品としても価値があり、また床飾りとしても鑑賞に耐え得る価値がある。(上記の写真は、財団法人・日本美術刀剣保存協会の特別貴重小道具の拵一式) |
|
●長物製作 |
 |
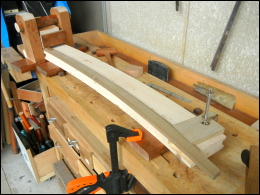
| 1.角出し削りが出来る「鉋掛け削り台」の全貌。 削り台は刀姿に合わせて湾曲し、台の緩やかにカーブした「湾曲部」は、刀姿の「反り」に合わせて曲線を描いている。 長物は、刃渡り90cm(約2尺9寸7分)までの長さの『竹光』を正確に角取を出しながら、削り出すことが出来る。 この台を使って、鉋掛けを行うと角取り正確に出来る。 特に、一気に鉋を掛けることができ、棟線(嶺線)・鎬線・刃筋線が正確にくっきとりシャープに削り出せ、各線の角が明確に切り出すことが出来る。 |
 |
 |
|
| 2.「鉋掛け削り台」は反りを計算して湾曲している。 また、『頭(かしら)』と言われる差し込み式の頭部は、左右付け替えの装着自由である。 つまり『頭』を左右付け替えることで、台部自体も上下に付け替えることが出来、合計4通りの向き替えの削り方が出来る。 更に『頭』は、わずかな誤差を出さない為にも、ガッチリと組まれた頑丈な固い木(【註】木材としては桜などが適当である。紫檀や黒檀は割れ易いので不可。桜材を用いる場合は、杢目(もくめ)が波模様を描いた、目のよく詰まった硬い節部を利用する。また硬い節目の多い部分の方が、以降その後の乾燥などで狂わなくて良好。木の性質を読むことである。長く乾燥させた材木で、捻れるだけ捻れた材質を使い、鉋で削り上げて平坦にした物。筆者の経験から、固い木の方が理想的である)で出来ている。これ自体が自製作である。 |
||
 |
 |
|
| 3.左の写真は『頭』を右側に装着する場合であり、右の写真は左側に装着する場合である。 装着する場合は、嵌め込み式の溝の中に先端部分を射し込み装着して固定する。 |
||
 |
 |
|
| 4.左の写真は右斜めは背後からの後部で、右に写真は左斜めからの背後からの左斜めからのものである。「鉋掛け削り台」の『頭』は組み木の構造で製作しているため、『頭』は頑丈で、一度「動き止め」で固定すると、刀身になる朴の木の先端部分に確りと噛み込む。以降、鉋で引いても抜けないようになっている。 つまり「鉋掛け削り台」の構造は、頭部・台部・抑板部・止板部の『四つのブロック』からなっている。 また、頭部の「組み木」の噛み込みは強力であり、ここがわが流の拵之術の特異とするところである。極みの技も、ここから生まれる。 |
||
 |
| ▲拵(塗鞘・白鞘・柄・竹光などの製作)に使用する鉋の数々。 |
 |
| 5.形取りをした、厚み約10mmの竹光刀姿部を「鉋掛け削り台」の『頭』に固定する。 長物の場合は、刀身になる重ねの厚みは、刀姿切り抜きの際、削り込みや微調整を考えて、朴の木の「厚み(重ね幅)」を約10mm強にしておくことが理想的である。 |
 |
 |
|
| 6.竹光刀姿部を尖先側から固定し、順に向きを変えて鐔元から尖先へと削り出す。 |
||
 |
 |
|
| 7.最初の削り出しは棟部から順に削り、次に鎬へと移って行く。これにより、本来の真剣が納められていたときと同じくらいに、大まかな刀姿を削り出す。 | ||
 |
| 8.微調整をしつつ、「鉋掛け削り台」と併用して、刀姿を整えていく。 特に刀姿を整える場合、「反り」を考慮して鞘の納まり具合を計算に入れて削り出して行く。 |
 |
 |
|
| 9.重ねの厚みを計算に入れつつ、削り出し、同時に棟部の反りも考慮しつつ、微調整をして形を整える。 |
||
 |
 |
|
| 10.大まかな鎬削りと刃筋削りを行いつつ、形を整えて刀姿を削り出して行く。 |
||
 |
 |
|
| 11.刀姿削りと同時に、裏表が均等になるように形を整えて微調整を繰り返す。 |
||
 |
※棟削りは棟部が左右均等で、棟(嶺)と境目の鎬の角が確り出ていることが肝心である。 斯くして、この部分の正確な角出しが甘いと、竹光はぼやけたものになり、刀身の鋭さに迫らなくなる。 |
|
| 12.最後は軽く棟部の微調整をして刀姿を整える。 | ||
 |
| ▲ハバキや鞘の裡削りに使用する鑿ならびに彫刻刀や錐の数々。 |
 |
| 13.鎬を削って、刀身部分の最終仕上げをする。 特に鎬線と刃筋線の角が、くっきりと出るように削り出す。 |
 |
 |
|
| 14.刀身部分の竹光が出来上がると、ハバキの裡側を削り、次にハバキの具合を確かめた後、外側の細工を削る。 |
||
 |
 |
|
| 15.外側を削った後、ハバキを嵌めて、竹光とハバキの嵌まり具合を検(み)る。 | ||
 |
| 16.一応、刀姿が出来ると、鞘納めを行って、鞘との反り具合を確かめる。その際、竹光との「鞘滑り」が滑らかに納まるかどうかを試す。 つまり「そろり」という感じである。だが、竹光の反りに問題があると、“そろり”という具合にはいかない。そうした場合、違和感を感じる「引っ掛かり」や「押し戻し」が起こるので、こうした箇所を慎重に微調整して行く。 |
 |
| 17.鞘との反り合いを確認しつつ、最後にハバキの根元まで、きっちりと納まれば、次に、完成時の最終段階の鞘納刀を行い、その目合(まぐわい)具合を検(み)る。この場合、竹光の刀身が「陽」であり、鞘が「陰」である。 つまり、刀剣は陰陽により、構成される。これ刀剣拵の理(ことわり)である。 |
 |
 |
|
| 18.次に中茎合わせをする。柄と中茎がしっくりくるか、この中茎部の装着具合を検る。 |
||
 |
 |
|
| 19.中茎の装着具合を確認し、横に揺すってもぐらつきがないことが肝心である。 |
||
 |
 |
|
| 20.中茎の具合を確認した後、鞘合わせもして、柄と鞘とのバランスと刃筋方向と棟筋方向の中心線の具合を検る。柄部と鞘部の中心線は一直線方向に、合わさっていなければならない。 | ||
 |
| 21.中茎の目釘穴の孔開けをする。 |
 |
 |
|
| 22.水牛の目釘の切り出しと目釘の調整をして、柄に装着する。 | ||
 |
| 23.目釘を指し、納刀した状態で逆さまにしても、中心線がとれて、ハバキが正確に装着されていれば、吸い付くように、鞘に確り馴染み、柄部は決して落ちることはない。 一応、ここまでで竹光は完成である。 |
<<戻る インデックスページ 次へ >>
…各部名称と製作工程 …ハバキ製作と仕上げ …長物製作工程 …床飾りとしての刀装拵、竹光製作費用 |