
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
 |
■ 刀 装 拵 工 房 ■
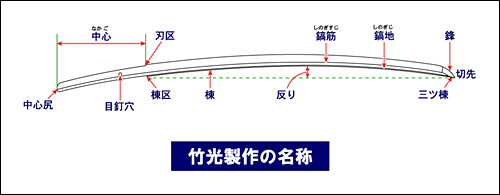
| ──── 竹 光 製 作 1 ──── |
平武和応流の刀装拵之術


 |
| 拡大表示 |
 ▲製作する前に必ず行うこと。それが感謝である。 人間は生かされている。生かされていることに感謝することである。ここに頭を垂れる人間の謙虚さがある。そして、これ自体が非常に有難いことである。 人は、天より、神より生かされている。生かされる因縁によって、生かされているのである。ゆえに元気に仕事が出来る。怪我や事故もなく働けるのである。 仕事ができ、働けるのは生かされる因縁により、生かされてその使命が全う出来るのである。これは、実に有難いことである。 神と共にあって、神と共に生き、しかし神に頼らず、願わず、縋らずで、自立の精神で己の伎倆に精進するのが人間道である。 神前にぬかずき、神と共に精進するが、その精進は神に縋る精進ではなく、自らの体躯と伎倆を通じて努力する自立の精進である。こわらるのでなく、極めるのである。 神は常に人間を視ている。その神の気配を感じて、伎倆を磨く。 人は神から、己の行為を視られている。 神は人間の行いを点検し、それを常に試している。そして人間側は、ひたすら神から視られ、点検され、試され、その中で日々精進して行く。人間は目先のこだわりを捨て、ただ精進して極めるだけである。 人間は、「極める」という行いの中に崇高さがあるのであって、賤しく、こだわってはならない。ただ極めるだけである。一心に極めるだけである。 姑息に、下賤に、卑小に、重箱の底を突くように、こだわる必要はないのだ。 すべては極めれば済むことである。
|
|
●竹光製作工程の手順
平武和応流の刀装拵の竹光製作は、次の手順の通りである。 |

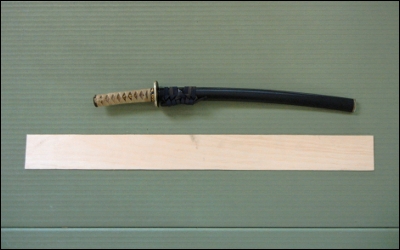 |
| 1.ベニヤ形取り……刀身が存在しない場合で、例えば脇差しを床飾りにする場合の竹光製作は、まず柄・鐔(切羽を含む)・鞘の順に並べてベニヤ板に刀身形状の形を写し取る準備を行う。 |
 |
 |
|
| 2.ベニヤ形取り……まず柄・鐔(切羽を含む)・ハバキ部分・鞘の順に並べ、次に鞘の刀姿の形状を描き出す。 |
||
 |
 |
|
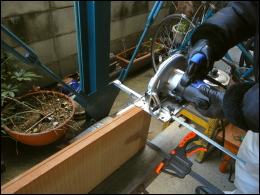
| 3.描き終わったら切り抜きの作業を開始する。また、切り抜く場合、朴の木の厚みと反りを含む板幅を計っておく。この場合は、刀身の反りから考えて幅65mmが理想的な幅である。 | ||
 |
| 4.朴割り準備……板割りをする朴の木を切断台に固定する。その後、墨入れをして割る幅を測定しておく。 また、割り板の大きさは縦幅300mm×横幅1000mm×30mmに、購入時、あらかじめ製材所で切断してもらっておくと、白鞘製作にも遣い易く、以降の遣い勝手もいい。 |
 |
 |
|
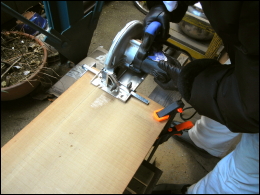
| 5.刀身の重ねになる部分の厚みは約10mm程度にして、この幅で長さ約1000mmを電気鋸(190mm・1050w)縦幅割りにする。横ブレをさせないために、幅割りの「目盛りガイド」(スライダーで樫羽根が動くもの。左右70mm・上下7mm)を点けておくと便利である。 次に縦割り後、次に横幅割りの準備をする。 |
||
 |
 |
|
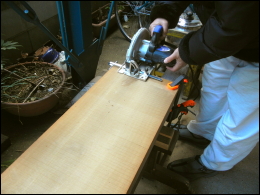
| 6.横幅割りは幅を約65mmに設定する。差金で横幅に印をつけ、次に縦幅部に印をつけ、後に墨入れをする。直角の過度を正確に割り出しておく。 |
||
 |
 |
|
| 7.横幅割りの準備を始め、割り作業台に固定する。目盛りガイドを小形のものに変え、約65mm幅に調整して幅割り切断に入る。 |
||
 |
※作業は朴の木の三枚板割りまでを行って、次の段階のベニヤ形取りの切取りに入る。 | |
| 8.鋸で割った刀身部分になる幅木(刀身重ね部分の幅相当の10mm×長さ1000mm×反り幅65mm)三枚が取れる。余った部分は、木製のハバキ部分の製作に充てる。 | ||
 |
| 9.ベニヤ型切り……「3」の工程で、鞘から反りを写し取り、切り出し鋸で写しの刀身形に沿って切って行く。 |
 |
 |
|
| 10.最初は中茎(なかご)部分の切り抜き。次に刀姿部分の反りの切り抜き。切る際は反りに併せて鋸の刃先を曲線状に描き切り進む。 |
||
 |
※ベニヤ形取りの際は、心持ち2mm程度の幅シロを取り、大きめに切って、微調整可能な状態で切る抜く。 | |
| 11.刀姿の刃の部分を切り終わると、此処で次ぎに朴の木に映し形取りをする準備を行う。 |
||
 |
 |
|
| 12.ベニヤ形取りをしたものを朴の木に刃の反りの部分のみを写し取る。次に刃の部分を細工鉋で削り、刀姿に合うような曲線を中茎の部分まで削り出す。 | ||
 |
| 13.更に棟の部分まで削り取り、刃の部分を薄くして、反り具合の「鞘合わせ」を行う。切り出したベニヤの形取りが、ほぼ3分の2程度まで入るように削り出す。 |
 |
| 13.鞘合わせが終わると、次に中茎の幅合わせを行う。 |
 |
 |
|
| 14.ベニヤへの刀身の形写しが終わると、それを朴の木に写し取り、朴の木を細工鋸を用いて、刀姿の曲線部分を切断して行く。 | ||
 |
| 15.朴の木に写し取りの総仕上げとして、中茎形の棟部を鑢で仕上げる。更に総仕上げとして「中茎の形取り」で、総ての形取りは終了する。その後、鉋による「削り」に入る。 |
 |
 |
|
| 16.朴の木の刀姿形を切る抜くと、角を取るだけの、大まかな鉋掛けに入る。この鉋掛けは、刃の部分・鎬の部分・棟の部分と順に行い、大まかな角取を行って、刀姿の形をイメージする。 |
||
 |
※最終的な立体形写しは仕上げ削りとともに、次は棟・鎬・刃の順に、最初とは逆に削り上げて行く。これは「幅の広い厚みのある“重ね”の方から薄い方への手順」である。 古流の剣術ならびに、戦国期の名残をとどめる柔術、あるいは甲冑・小具足の術に通じ、これを鍛錬し、かつ『鎧通し』の構造を熟知の方なら、構造上の問題から、この意味がどういうことか容易に察することが出来るであろう。 |
|
| 17.刃の部分の角取が終わると、鎬・棟の順に行う。同時に重ね部の厚み調整も行う。 | ||
 |
| 18.最終仕上げをして削り取った朴の木の鞘合わせをして、刀姿の反り具合を確かめる。 |
 |
| 19.刀姿の反り具合を確かめた後、次に柄の中茎合わせを行う。 |
 |
| 20.中茎の具合と鞘の具合を確かめつつ、次にハバキの位置を確かめ、ハバキ幅の検討をつける。 |
インデックスページ 次へ >>
…各部名称と製作工程 …ハバキ製作と仕上げ …長物製作工程 …床飾りとしての刀装拵、竹光製作費用 |